成形助剤、顔料分散剤、インキ・塗料用添加剤、土木用添加剤
日本語
English
エクセレックス®
低分子量ポリオレフィン
主な用途
用途分類
特性分類
- 基本情報
- 用途詳細
概要
エクセレックス®️ は、2004年に世界で初めて上市したメタロセン触媒系のポリエチレンワックスです。精密な分子設計技術により、低融点、低密度、高硬度の設計が可能となりました。これにより、成形助剤、顔料分散剤、インキ・塗料用添加剤、土木用添加剤などとして使用されています。
安全データシート(SDS)に関するお問い合わせ
成形助剤
エクセレックス®️ は、メタロセン触媒で製造された分子量分布・組成分布が狭いオレフィンオリゴマーであり従来の触媒では実現できなかった、べたつきの原因となる低軟化点成分や、成形品表面にブリードアウトして外観や接着性に影響する低分子量成分が低減されております。ポリエチレンやポリプロピレンなどの原料に添加することによって、フィルム、シート、ボトルなどの成形加工品の品質への影響を最小限にしながら、成形加工性を向上することが可能となります。
最近はその特性を生かし、成形加工時の節電や省エネルギーを実現する添加剤としても注目されています。
成形助剤のコンセプト
トルク低減の推定機構
エクセレックス®️ の期待効果
成形材料に少量ドライブレンドすることで、押出機のトルクが低減し、加工速度アップ、樹脂温度低下、焼焦げ低減および樹脂切替時間短縮などの効果を実現可能です。
フィルム成形、シート成形、ブロー成形、射出成形、押出成形など

加工性
PPシート成形での効果(トルクと樹脂圧の低下)
 →トルクと樹脂圧の低下により押出量が20%以上増加
→トルクと樹脂圧の低下により押出量が20%以上増加
HDPEインフレーションフィルム成形での効果(トルク低下と押出し量アップ)
 →押出量16%アップ、フィルムロスなし
フィルム強度、ヒートシール性、印刷性に影響なし
→押出量16%アップ、フィルムロスなし
フィルム強度、ヒートシール性、印刷性に影響なし
PPブロー成形での効果 (樹脂温度低下と冷却サイクル短縮)
 →成形速度13%アップ
→成形速度13%アップ
HDPEブロー成形での効果 (樹脂温度低下と冷却サイクル短縮)
 →成形速度6%アップ
→成形速度6%アップ
品質への影響
成形体物性への影響(引張降伏応力、高速面衝撃強度)
成形体物性への影響(ブリードアウト性)
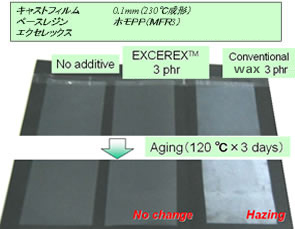 → 従来ワックスに対し、低ブリードアウトです
→ 従来ワックスに対し、低ブリードアウトです
成形体物性への影響(ヒートシール性)
 → ヒートシール強度は無添加と同等です
→ ヒートシール強度は無添加と同等です
成形体物性への影響(ラミネート性)
 → ラミネーションの剥離強度は無添加と同等です
→ ラミネーションの剥離強度は無添加と同等です
- (1) PPの押出成形(厚み0.5mmのシート)
- エクセレックス30200BTを3%添加することで、押出量が20kg/hから40kg/hに大幅アップしました。
- (2) PPの押出成形(厚み0.5mmのシート)
- エクセレックス30200BTを3%添加することで、シリンダー設定温度を230°Cから210°Cに下げることができ、焼け焦げを減らすことができました。
- (3) EVAとLDPEのブレンド品の押出成形(厚み0.5mmのシート)
- エクセレックス30200BTを2%添加することで、押出量が350kg/hから430kg/hへとアップしました。
- (4)L-LDPEのインフレーション成形
- エクセレックス30200BTを2%添加することで、スクリュー回転数を20%上げることができ、押出量が31kg/hから38kg/hにアップしました。
- (5) 二軸延伸PPフィルム
- エクセレックス30200BTを1%添加することで、スクリュー回転数を51rpmから62rpmへアップし、押出量が20%アップしました。
- (6)HDPEのブロー成形(20Lポリタンク)
- エクセレックス40800Tを1%添加することで、シリンダーの設定温度を170°Cから150°Cに下げることができ、冷却時間を90秒から75秒に短縮できたことで生産性が20%アップしました。
- (7)PPのブロー成形(1.5Lボトル)
- エクセレックス30200BTを2%添加することで、シリンダー設定温度を190°Cから170°Cに下げることができ、冷却時間を25秒から22秒に短縮することで、生産速度が144個/hから164個/hに14%アップしました。
- (8)HDPEの射出成形(ボトルキャップ)
- エクセレックス30200BTを3%添加することで、シリンダー設定温度を200°Cから180°Cに下げることができ、焼け焦げが低減できました。
エクセレックス®️ 成形助剤採用事例
事例のご紹介
製品に関するお問い合わせ
半導体・光学材料事業部